
Epoxy Floor Coating for Industrial Floors: Benefits, Application & Maintenance Guide

Introduction
Industrial facilities are high-traffic, high-impact environments that demand flooring systems tough enough to endure constant wear, chemical exposure, and heavy machinery. Whether you're managing a manufacturing plant, warehouse, or oil & gas workshop, the condition of your floor directly impacts safety, productivity, and operational efficiency.
One of the most reliable and cost-effective solutions for protecting these surfaces is epoxy floor coating. Known for its durability, chemical resistance, and sleek finish, epoxy flooring has become the gold standard across multiple industrial sectors.
In this guide, we explore why epoxy floor coating is ideal for industrial floors, how it is applied, and how to maintain it for long-term use.
Key Takeaway
-
Exceptional Durability for Harsh Conditions: Epoxy coatings withstand heavy machinery, chemical spills, abrasion, and high foot traffic, making them ideal for warehouses, factories, and production floors.
-
Enhanced Safety and Visibility: With slip-resistant finishes and customizable color zoning, epoxy floors improve workplace safety and help streamline workflow with clear visual guidance.
-
Seamless and Hygienic Surface: Epoxy creates a smooth, non-porous surface that resists dust, bacteria, and contaminants—essential for clean manufacturing and food-grade facilities.
-
Fast and Efficient Application: Epoxy systems can be installed quickly with minimal disruption. Proper surface preparation is key to ensuring adhesion, performance, and longevity.
What Makes Epoxy Ideal for Industrial Floors?
Epoxy floor coatings are made from a two-part system consisting of resin and hardener. Once mixed and applied to a concrete surface, they cure to form a rigid, durable, and highly adhesive layer. Here's why epoxy stands out in industrial environments:
Extreme Durability
Epoxy can handle heavy-duty loads, constant foot traffic, and impact from dropped tools or machinery. It's an ideal choice for facilities that operate forklifts, pallet jacks, and cranes.
Chemical and Stain Resistance
Industries dealing with oils, solvents, chemicals, and fuels benefit from epoxy's superior resistance to spills and corrosion. It prevents staining and surface breakdown, especially in chemical plants and automotive workshops.
Moisture and Slip Resistance
Epoxy coatings offer excellent moisture resistance and can be customized with non-slip additives, improving safety in damp or spill-prone areas such as food processing or beverage facilities.
Hygienic and Easy to Clean
A seamless, non-porous surface means epoxy flooring doesn’t trap dust or bacteria. This makes it perfect for pharmaceutical plants, laboratories, and food industries that require strict hygiene compliance.
Aesthetic Appeal and Light Reflection
Beyond functionality, epoxy adds a clean, glossy finish that reflects light and enhances visibility in large spaces. It also allows for color-coded zones and safety markings.
Components of Industrial-Grade Epoxy Flooring
Epoxy floor coatings are not one-size-fits-all. The formula and thickness used will depend on your industry, load requirements, and environmental conditions. Key components include:
Epoxy Resin + Hardener (Base Chemistry)
These two parts combine to initiate the curing process. The formulation defines the durability, adhesion, and finish.
Additives and Aggregates
Depending on the application, you may include:
- Anti-slip granules for safety
- Color pigments for branding or safety zones
- Quartz or flake chips for aesthetics and abrasion resistance
Specialized Epoxy Types
- Self-Leveling Epoxy: Ideal for smooth, level floors in showrooms or cleanrooms.
- Mortar Epoxy: Reinforced with quartz sand for maximum impact resistance.
- Anti-Static Epoxy (ESD): Prevents static electricity buildup in electronics manufacturing.
- Epoxy Flake Systems: Decorative but durable, used in retail or commercial-industrial hybrid spaces.
Coating Thickness
Depending on foot traffic and machinery use, industrial epoxy coatings can range from 2mm to over 5mm in thickness.
Industrial Applications of Epoxy Floor Coating
Epoxy is widely used across a range of industrial sectors. Its versatility and strength make it a go-to solution for:
- Manufacturing Plants – Protects against oils, abrasions, and machinery wear.
- Warehouses & Distribution Centers – Withstands forklift traffic and pallet impact.
- Oil & Gas Workshops – Offers chemical resistance and easy cleanup of lubricants.
- Food & Beverage Processing – Seamless and hygienic, compliant with food safety standards.
- Pharmaceutical Production Areas – Ideal for sterile, cleanroom environments.
- Chemical Storage Areas – Resists harsh chemicals and prevents corrosion of substrates.
Surface Preparation for Industrial Floors
Before applying epoxy, proper surface preparation is critical. Even the best epoxy product will fail if the substrate isn’t adequately cleaned and prepped.
Assessing the Substrate
- Ensure the floor is structurally sound—no loose concrete, oil saturation, or previous failed coatings.
- Check for moisture issues (epoxy is not suitable for high-moisture floors without a vapor barrier).
Cleaning and Repair
- Remove oils, dirt, grease, or coatings using degreasers or mechanical scrubbing.
- Repair cracks and holes with epoxy crack filler or patching compounds.
- Smooth uneven surfaces using diamond grinding or shot blasting.
Profiling the Surface
- The goal is to achieve a CSP (Concrete Surface Profile) of 2–3 for good epoxy bonding.
- The surface should feel like 120-grit sandpaper—rough enough for adhesion but smooth enough for leveling.
Epoxy Floor Application Process (Step-by-Step)
Once the surface is prepped, the application must be systematic to ensure a flawless finish.
Mixing the Components
- Combine resin and hardener precisely as per the manufacturer's instructions.
- Use a mechanical mixer to ensure a consistent blend. Improper mixing leads to soft spots or peeling.
Apply Primer Coat
- Apply the primer to improve adhesion and seal concrete pores.
- Use rollers or squeegees for even coverage.
- Allow proper drying time (typically 8–12 hours).
Base Coat Application
- Apply the epoxy base coat evenly across the surface.
- For thicker systems, you can use notched squeegees followed by rollers.
- Add color chips, aggregates, or flakes if desired for aesthetics and texture.
Optional Midcoat (for High-Traffic Areas)
- For industrial environments, a midcoat of mortar-grade epoxy may be added to increase durability.
- This layer is often reinforced with silica or quartz sand.
Topcoat Application
- Final UV-resistant topcoat provides protection and gloss.
- Anti-slip agents (like aluminum oxide) can be added here for safety.
Curing Time
- Light foot traffic: 12–24 hours
- Full cure for heavy equipment: 5–7 days
- Avoid cleaning or washing during curing phase
Maintenance and Longevity of Epoxy Floors
Epoxy flooring is low-maintenance, but regular care extends its life and performance.
Daily Cleaning
- Sweep with soft brooms or dust mops to remove abrasive debris
- Use a mild detergent and warm water for regular cleaning
- Avoid harsh acid-based cleaners or bleach
Spill Management
- Clean chemical spills immediately to avoid staining or surface breakdown
- For oil and grease, use pH-neutral degreasers
Periodic Inspections
- Look for scratches, cracks, or delamination
- Touch up with compatible epoxy patching kits or recoating systems
Recoating & Refinishing
- Depending on traffic and load, recoat every 3–5 years
- Surface must be abraded and cleaned before recoating to ensure adhesion
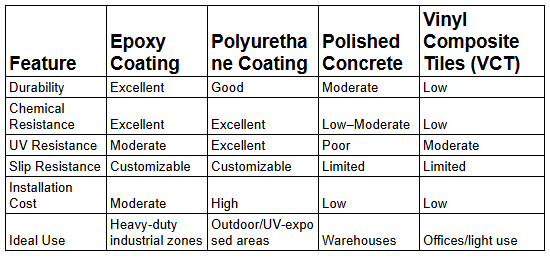
Comparing Epoxy vs. Other Industrial Floor Options
While epoxy is a top-tier option for industrial flooring, it's important to evaluate how it stacks up against other systems:
Choosing the Right Epoxy Product for Your Facility
Not all epoxy products are created equal. Here are key selection factors:
Traffic Load & Equipment Use
- Use high-build epoxy (e.g., >3mm) for forklift-heavy zones
- Light-duty areas can use thin-coat or self-leveling epoxy
Chemical Exposure
For chemical plants or labs, choose solvent-resistant epoxy
Slip Safety Needs
In wet environments, add non-slip aggregate to the topcoat
Recommendation
For high-performance epoxy coatings tailored to industrial applications, GZ Industrial Supplies recommends:
Epochem Epoxy Floor Coating: High durability, impact-resistant, customizable with flakes or quartz
Contact us for product availability, consultation, or a professional quote.
Safety, Compliance & Environmental Considerations
When applying and using epoxy coatings in industrial settings, keep the following in mind:
- Low-VOC and Odor-Free Options: Choose formulations that meet indoor air quality standards.
- Regulatory Compliance: Epoxy systems should comply with OSHA, EPA, and, where applicable, FDA for cleanroom or food-safe zones.
- Fire Resistance: Check for Class A fire ratings in your coating selection.
- Eco-Friendly Disposal: Hardened epoxy waste is typically non-hazardous, but check with your local environmental agency for guidelines.
Frequently Asked Question
1. How long does an industrial epoxy floor last?
A properly installed industrial epoxy floor can last 10–20 years or more, depending on the level of traffic, type of operations, and how well it is maintained. Regular cleaning and timely minor repairs can significantly extend its lifespan.
2. Can epoxy floors resist heavy chemical spills?
Yes. Industrial-grade epoxy coatings are designed to withstand harsh chemicals like oils, acids, solvents, and alkalis. This makes them ideal for factories, workshops, laboratories, and food processing plants where chemical exposure is common.
3. How long does it take to install and cure an epoxy floor?
The installation timeline varies depending on surface preparation, floor size, and coating thickness. Generally, it takes 2–5 days for installation. Full curing (before heavy traffic or machinery use) typically requires 5–7 days, though light foot traffic is usually allowed after 24–48 hours.
4. Is epoxy flooring safe for workers and equipment?
Absolutely. Epoxy floors can be customized with anti-slip additives to reduce slip and fall accidents. The seamless surface also prevents tripping hazards and protects equipment by creating a smooth, durable foundation.
Related Articles
Benefits Of Selecting A Metallic Epoxy Floor Coating
Epoxy Floor Coating for Industrial Floors: Benefits, Application & Maintenance Guide
Conclusion
Epoxy floor coatings are one of the most trusted and resilient solutions for industrial floors across diverse sectors from factories and food plants to warehouses and chemical processing zones. Their strength, chemical resistance, and ease of maintenance make them a long-term investment in safety, productivity, and aesthetics.
Whether you're upgrading an existing floor or planning a new facility, choosing the right epoxy system and applying it properly is key.
Need help choosing the right epoxy solution for your operations? Contact GZ Industrial Supplies today for expert advice and access to high-quality industrial epoxy coatings.
Newest Guide & Blog Updates

Industrial Safety Equipment Checklist for Nigerian Workshops
Introduction Industrial workshops across Nigeria from welding and fabrication shops to mechanical re...
")
Comprehensive Guide to OX Fan Prices and Performance (2026 Update)
Introduction In Nigeria’s hot climate, a reliable fan is more than just a convenience, it’s a necess...

Corrosion Inhibitors Explained for Oil & Gas Industry
Introduction Corrosion is one of the most expensive and dangerous challenges facing Nigeria’s oil &...

Lithium Grease in Nigeria: Types, Applications & Buying Guide for Industrial Use
Introduction Industrial machines, heavy equipment, vehicles, and factory systems across Nigeria depe...

Top Welding Machine Suppliers in Nigeria for Industrial Projects
Introduction Nigeria’s industrial sector continues to expand across construction, oil and gas, marin...
 – Arc, Inverter & TIG Welders")
Welding Machines for Sale in Nigeria (2026) – Arc, Inverter & TIG Welders
Introduction In Nigeria’s fast-growing construction, fabrication, oil & gas, and maintenance sectors...