
Stages in Manufacturing Powder coating

Powder coating has grown in popularity over the course of the last fifty years. It has become one of the most common methods used to finish automotive and other parts. Every day, more and more people are learning about the many benefits of powder coating over traditional liquid painting. While there are some drawbacks as well, advances in technology are making powder coating a viable alternative for many applications.
What is powder coating
Powder coating is a type of coating that is applied as a free-flowing, dry powder and unlike conventional liquid paint which is delivered via an evaporating solvent, powder coating is typically applied electrostatically and then cured under heat or with ultraviolet light. The powder may be a thermoplastic or a thermoset polymer. It is usually used to create a hard finish that is tougher than conventional paint.
Powder coating is mainly used for coating of metals, such as household appliances, aluminium extrusions, drum hardware, automobile, motorcycle, and bicycle parts. More advanced technologies allow other materials, such as plastics, composites, carbon-fiber, and MDF (medium-density fibre board), to be powder coated using different methods that require less heat and time.[1]
Properties of powder coating
Because powder coating does not have a liquid carrier, it can produce thicker coatings than conventional liquid coatings without running or sagging, and powder coating produces minimal appearance differences between horizontally coated surfaces and vertically coated surfaces.
Because no carrier fluid evaporates away, the coating process emits few volatile organic compounds (VOC). Finally, several powder colors can be applied before curing them all together, allowing color blending and bleed special effects in a single layer.
While it is relatively easy to apply thick coatings that cure smooth, texture-free coating, it is not as easy to apply smooth thin films. As the film thickness is reduced, the film becomes more and more orange peeled in texture due to the particle size and glass transition temperature (Tg) of the powder.
Most powder coatings have a particle size in the range of 2 to 50 μ (Microns), a softening temperature Tg around 80 °C, a melting temperature around 150 °C, and are cured at around 200 °C. for minimum 10 minutes to 15 minutes (exact temperatures and times may depend on the thickness of the item being coated).For such powder coatings, film build-ups of greater than 50 μ (Microns) may be required to obtain an acceptably smooth film. The surface texture which is considered desirable or acceptable depends on the end product. Many manufacturers prefer to have a certain degree of orange peel since it helps to hide metal defects that have occurred during manufacture, and the resulting coating is less prone to showing fingerprints.
How to apply Powder Coating
The process used to apply the powder is different from other coating systems, thanks to its use of electromagnetic properties. The powder coating application requires some specialized tools, and the powder is placed inside a paint gun that charges the particles using either friction or an electrical source. Next, the part that will take the coat is grounded to provide an opposite charge. The opposite of the particles and the piece for coating will attract the particles when spraying takes place. The thickness of the application will vary depending on whether the coating is external or internal. Or the type of environment that the part is in use. The powder will continue to stick to the part's surface as long as it is grounded, which allows for multiple passes to cover the piece.
What are the stages in manufacturing powder coating
Producing powder coating is a multi-step process. It can be described as semi-continuous because it begins as a batch process (weighing and premixing) but evolves into a continuous process (extrusion and milling).
This section describes the manufacturing and quality control process for powder coating materials. The state of the art technology used for producing industrial powder coatings consists of several distinct stages, namely:
1.Weighing, premixing and size reduction of raw materials
2.Extrusion of pre-mix, cooling and crushing of the extrudate into chips
3.Micronising the chips into the final powder
4.Post mixing, packaging and storage.
At each stage of the production process the quality must be checked because once the powder coating material has been produced, it cannot be changed or adjusted in any significant way.
The formulation and the manufacturing conditions are therefore critical. Reworking of an ‘out of specification’ product is difficult and costly. (See Figure 1 for a simplified flow sheet of the powder coating material production process).
Weighing, premixing and size reduction of raw materials
Raw materials typically consist of resin, curing agents, pigments, extenders and additives such as flow and degassing aids. Each raw material must pass their individually pre-set quality controls.
Each component is then weighed with the necessary degree of accuracy (which may be to the nearest ten-thousands of a gram). All pre-weighed components are placed in a mixing container according to the formulation. The container is then attached to the mixing drive and the raw materials are thoroughly mixed by the specially designed premixer cutting blades for a pre-set period of time. The raw materials can also be reduced in size to improve the melt mixing later in the process.
Quality control
A final sample of the raw material pre-mix is checked for conformity and processed through a small laboratory extruder and grinder. The resulting powder is then applied onto a test panel, cured in the oven and subjected to various tests:
1.Colour, surface flow and gloss
2.Mechanical performance (including curing)
3.Gel time.
If adjustments are required both the mixing process and quality control procedures are repeated until the powder achieves the specification.
No further modification to the powder can be made after this stage in production.
Extrusion of the premix
The mix is fed into the dosing system of the extruder. The extruder barrel is maintained at a predetermined temperature (between 70 & 120ºC, depending on the product type). The barrel temperature is set so that the resin is only just liquefied and its contents are mixed using the screw in the barrel. Consequently, the individual ingredients are dispersed and wetted by the resin, which produces a homogeneous composite. The feed rate of the dosing equipment and the speed of the extruder screw are balanced to ensure that the screw is kept loaded within the extruder barrel.
The conditions of high shear and intimate mixing are maintained within the extruder by precise adjustments of these three parameters.
The molten mass produced in the extruder barrel is forced to cool down via a cooling-transporting device. The solidified material is then broken up and reduced in size through a crusher into workable chips of 5 to 10mm in size.
Quality Control
At this stage in the process the product quality is tested using a sample of the chips. The laboratory grinds the chips to a powder and prepares a test panel using the material. The intermediate product is then checked for quality against the following criteria:
1.Colour, gloss, appearance and flow
2.Mechanical and reactive properties
3.Application.
Too high a temperature in the extruder barrel will not only result in a low melt viscosity, low shear forces and poor pigment dispersion, but will also in turn produce a low gloss coating. The resin and hardener in the premix may also start to react in the extruder, which will also have a detrimental effect on the product performance.
It is not possible to make changes to the formulation at this stage in the production process. It is also easier to handle the extruded chip as a re-work raw material if manufactured ‘out of specification’ than once the powder has been micronised.
Micronising of the chip into the final powder
The chips are ground to the required particle size in a grinding mill. The chips are fed onto an enclosed grinding wheel with stainless steel pins, which breaks the chips down creating a powder. The powder is carried through a classifier into a cyclone collection system via a regulated air flow.
In
order to achieve the optimal particle size distribution (psd) further treatment
may be needed which can consist of cycloning, classifying, filtering or
sieving.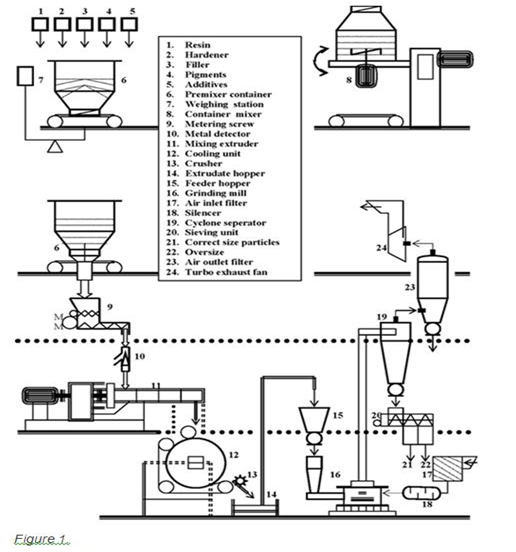
In modern plants the rejected oversize from the sieving operation is automatically fed back into the feedstream of the micronizing mill. The typical particle size range for electrostatic application methods should be within 10 to 100 microns. Deviation from this psd can result in poor performance and appearance of the powder.
Quality Control
The final powder coating is as rigorously quality control tested as the extrudate to ensure it meets the specification of the customer or market. As the particle size distribution is a critical factor in the successful use of the powder the particles are analysed for their precise particle size distribution.
Post mixing, packaging and storage
In order to meet the customer specification or special conditions of use additives may have to be mixed through the final product. Powder packaging is provided in:
1.carton boxes - up to 25kg
2.bags - 400 to 900 kg
3.metal/plastic containers (Durabins)
The powder can be safely stored if kept in its unopened packaging in a dry, cool place (30ºC) for up to 12 months. Higher temperatures and longer storage periods will result in absorption of moisture. Storage conditions can vary for some powders so the product data sheet should be referred to at all times.
Quality Control
It is advisable to check the powder after 6 months of storage to ensure no quality problems have occurred.
Where can powder coating be purchased?
GZ Industrial supplies is the distributor and supplier of powder coating in Nigeria.Our powdercoat gives consumers, businesses, and industries one of the most economical, longest lasting, and most color-durable quality finishes available on virtually any type of metal. Powder coated surfaces are more resistant to chipping, scratching, fading, and wearing than other finishes. Contact us
Newest Guide & Blog Updates

The Impact of Digital Inventory Management on Chemical Safety in Nigerian Factories
How Smart Inventory Systems Improve Safety, Compliance, and Operational Efficiency Category: Industr...

Industry Report 2026: 50 Most Common Power Tools Used by Contractors and Construction Companies in Nigeria
Abstract The Nigerian construction and maintenance sectors have evolved rapidly, driven by infrastru...

Blood Pressure Monitoring For Industrial Workers Managing Long-Term Health Risks
Blood Pressure Monitoring For Industrial Workers: Managing Long-Term Health Risks Industrial work en...
")
POWER TOOL NAMES AND USES (Complete List for Construction, Workshop & DIY 2026)
Introduction Power tools are essential equipment used in construction, fabrication, woodworking, and...

Difference Between Commercial and Industrial Cleaning: A Complete 2026 Guide
Introduction Industrial cleaning and commercial cleaning are often used interchangeably, but they ar...

Top 10 Industrial Hubs in Nigeria: A Guide for Suppliers and Manufacturers
Introduction Nigeria, Africa's largest economy, boasts a diverse and rapidly growing industrial sect...