
POWDER COATING STANDARD THICKNESS

Introduction
Powder coating is a type of coating that is applied as a free-flowing, dry powder. Unlike conventional liquid paint which is delivered through an evaporating solvent, powder coating is typically applied electrostatically and then cured under heat. The powder may be a thermoplastic or a thermoset polymer. It is usually used to create a hard finish that is tougher than conventional paint. Powder coating is mainly used for coating of metals, such as household appliances, aluminum extrusions, drum hardware, automobile, motorcycle, and bicycle parts. Newer technologies allow other materials, such as MDF (medium-density fiberboard) to be powder coated using different methods. to get more details about the disparity between powder coating and the normal wet coatings you can read through this blog
Read more...Powder Coating Versus Wet Paint

Buy Online... SIGMATHERM 1027 SIGMA HI-TEMP 1027™ coatings
Key Takeaway
- Optimal Thickness Range: The standard thickness for powder coating typically ranges between 60 to 120 microns (2.4 to 4.7 mils), depending on the application and surface requirements.
- Importance of Thickness: Proper coating thickness ensures durability, corrosion resistance, and an attractive finish, while avoiding issues like cracking or uneven surfaces.
- Application-Specific Standards: Industries like automotive, architecture, and appliances may have specific thickness requirements to meet functional and aesthetic standards.
- Testing Methods: Tools like magnetic gauges or ultrasonic thickness gauges are commonly used to measure coating thickness and ensure quality control.
UNIT OF MEASUREMENT
The normal standard used in powder thickness measurement is the mil, where 1 mil is equal to a thousandth of an inch (1/1000”). So if the manufacturer’s specified thickness is 2 to 5 mils, the final cured thickness of the powder should be between 0.002 and 0.005 of an inch. The metric unit of measurement is called the micron where 25.4 microns is equal to 1 mil. Applicators must apply the powder evenly and according to the product specification sheet.
The standard film thickness for a standard powder coating for optimum mechanicals is between 60 and 80 microns (~2-3 mils).
Thickness measurements of powder can be taken before and after curing. Substrate type, thickness range, part shape, and economics determine the best method to be employed.
For uncured applied powders, height measurement can be performed with powder combs and with magnetic gages employing special powder probes. These techniques are destructive and may require recoating the part. Coating powders generally diminish in thickness during the curing process so these procedures require a reduction factor be determined to predict cured film thickness.
Ultrasonic instruments also measure uncured powder, but do so without touching the surface. Instead of measuring powder height, they automatically display a predicted cured thickness result. For after-cure measurement, a variety of hand held instruments are available. These non-destructive instruments employ either magnetic, eddy current or ultrasonic principles depending on the substrate. Less common methods include micrometer measurement, destructive dry film methods such as cross-sectioning and gravimetric (mass) measurement.
Powder coating continues to be the fastest growing of all the finishing technologies. It is an attractive paint-like protective finish that is long lasting, and highly resistant to chips, scratches, and fading. It provides a seamless coating from a virtually unlimited selection of colors, textures and finishes.
Powder coating is a cost effective, one step process that doesn’t require successive coats and long curing times. Powder particles used are a mixture of finely ground pigment and resin particles. Charged powder particles are transferred onto an electrically grounded surface. A variety of processes exist for powder application. These applications range from electrostatic spraying for thinner coatings (0.001” – 0.010”) to dipping in a fluidized bed for thicker coatings (0.007” - 0.040”).

Buy Online... Gasoline Airless Paint Sprayer HVBAN GP8300TX
REASONS FOR MEASURING COATING THICKNESS
Powder Coating thickness may affect the impact resistance of application, flexibility, hardness, edge coverage, chip resistance, weathering, resistance to salt spray, and ability to retain gloss. Manufacturers provide a production specification sheet for powder coat materials. Powder coaters attempt to apply an even coat meeting that specification. Results of powder coating measurements enable the coater to adjust their coating process in accordance to the specifications.
More importantly, coatings are designed to perform their intended function best when applied within a tight thickness range as specified by the manufacturer. This ensures optimum product performance. Many physical and appearance properties of the finished coating are affected by the film thickness. Film thickness can affect the color, gloss, surface profile, adhesion, flexibility, impact resistance and hardness of the coating. The fit of pieces assembled after coating can be affected when film thickness is not within tolerance. Therefore, coatings must be applied within certain minimum and maximum film thickness specifications to optimize their intended use.
Read more...Factors to Consider When Selecting a Coating Painting Contractor
Powder Coating Comparison Table
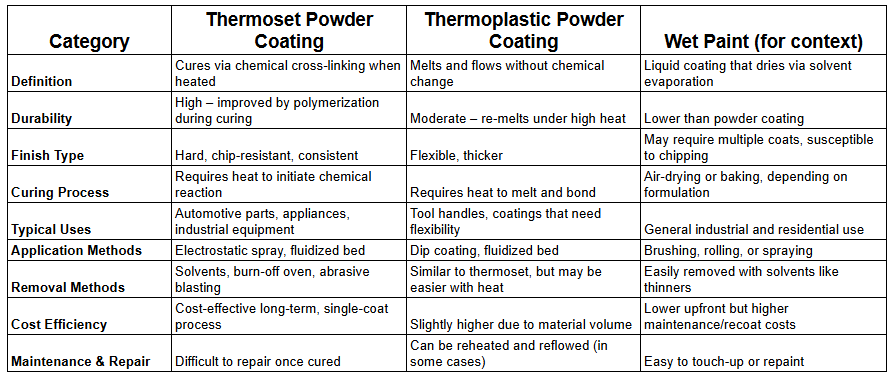
TYPES OF POWDER COATING
There are two main categories of powder coating: thermosets and thermoplastics.
The thermosetting variety
This incorporates a cross-linker into the formulation. When the powder is baked, it reacts with other chemical groups in the powder to polymerize, improving the performance properties.
The thermoplastic
This variety does not undergo any additional actions during the baking process as it flows to form the final coating.
The most common polymers used are: polyester, polyurethane, polyester-epoxy (known as hybrid), straight epoxy (fusion bonded epoxy) and acrylics.

Buy Online... Airless Sprayer HVBAN EP310
REMOVING POWDER COATING
Methylene chloride and acetone are generally effective at removing powder coating. Most other organic solvents (thinners, etc.) are completely ineffective. Powder coating can also be removed with abrasive blasting. 98% sulfuric acid commercial grade also removes powder coating film. Certain low grade powder coats can be removed with steel wool, though this might be a more labor-intensive process than desired.
Powder coating can also be removed by a burning off process, in which parts are put into a large high-temperature oven with temperatures typically reaching an air temperature of 300 - 450°C. The process takes about four hours and requires the parts to be cleaned completely and re-powder coated. Parts made with a thinner-gauge material need to be burned off at a lower temperature to prevent the material from warping.
Frequently Asked Questions
1. What is the standard thickness for powder coating?
The standard thickness for powder coating typically ranges between 60 to 120 microns (2.4 to 4.7 mils), depending on the material and application.
2. Why is coating thickness important?
Proper thickness ensures durability, corrosion resistance, and an even finish. Thickness that is too thin may not provide adequate protection, while overly thick coatings can crack or peel.
3. How is powder coating thickness measured?
Thickness is measured using tools like magnetic gauges, eddy current gauges, or ultrasonic thickness gauges. These methods provide accurate readings for quality assurance.
4. Can different applications require different coating thicknesses?
Yes, industries like automotive, architecture, and appliances often have specific thickness requirements to meet durability, aesthetic, or environmental standards.
5. Do different uses require different thickness levels?
Yes, industries like automotive and construction have specific thickness needs based on durability and appearance.
Related Articles
Will Powder Coating Prevent Rust
Stages in Manufacturing Powder coating
Conclusion
Maintaining the correct powder coating thickness is essential for achieving durability, corrosion resistance, and a flawless finish. Adhering to the standard thickness range ensures that the coating performs optimally without risks of cracking, peeling, or insufficient protection. Whether for industrial, automotive, or architectural applications, precise thickness control guarantees quality and longevity.
Ensure the success of your powder coating projects with the right tools and supplies. Visit GZ Industrial Supplies today for high-quality powder coating equipment and expert support tailored to your needs!
Newest Guide & Blog Updates

The State of Waterproofing in Nigeria 2026: Technical Analysis, Market Trends, and Risk Mitigation
A Comprehensive Study on Climate Drivers, Structural Failure Modes, Material Adoption, and Economic...

Top 10 Causes of Water Leakage in Buildings and How to Prevent Them
Introduction Water leakage is one of the most common and expensive problems affecting residential, c...

Press Release: Lubemax Reinforces Support for Heavy Equipment Operators
Introduction Epoxy Oilserv Nigeria Limited, the official manufacturer of the high-performance Lubema...
")
Where Contractors Buy Power Tools in Lekki, Lagos (2026 Guide)
Where Contractors Buy Power Tools in Lekki, Lagos (2026 Guide) Whether you're managing a constructio...

The Impact of Digital Inventory Management on Chemical Safety in Nigerian Factories
How Smart Inventory Systems Improve Safety, Compliance, and Operational Efficiency Category: Industr...

Industry Report 2026: 50 Most Common Power Tools Used by Contractors and Construction Companies in Nigeria
Abstract The Nigerian construction and maintenance sectors have evolved rapidly, driven by infrastru...